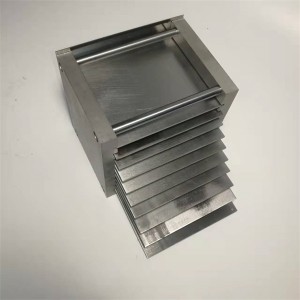
gropë tungsteni me tenxhere shkrirjeje për furrën me temperaturë të lartë





Mbjellja e tungstenit është një lloj produkti metalik tungsteni, i ndarë kryesisht në dy lloje: sinterim dhe stampim. Procesi i përgatitjes së kazanit të tungstenit përfshin llojin e tjerrjes, llojin e stampimit, etj. Këto procese bëjnë që kasa e tungstenit të ketë densitet të lartë, vrazhdësi të ulët sipërfaqësore, forcë të mirë tërheqëse dhe fortësi, ndërsa kostoja e prodhimit është relativisht e ulët dhe çmimi i produktit është gjithashtu relativisht i ulët. .
Aplikimi i gjerë i kavanozave të tungstenit përfiton nga vetitë e tyre të shkëlqyera fizike dhe kimike, duke përfshirë pikën e lartë të shkrirjes, forcën e lartë, rezistencën e mirë ndaj korrozionit dhe rezistencën ndaj konsumit. ,
| Dimensionet | Si kërkesa juaj |
| Vendi i origjinës | Luoyang, Henan |
| Emri i markës | FGD |
| Aplikimi | Industria |
| Sipërfaqja | E lëmuar |
| Pastërti | 99,95% Min |
| Materiali | Tungsten i pastër |
| Dendësia | 19.3 g/cm3 |
| pika e shkrirjes | 3400 ℃ |
| Mjedisi i përdorimit | Mjedisi me vakum |
| Temperatura e përdorimit | 1600-2500 ℃ |

| Komponentët kryesorë | W>99,95% |
| Përmbajtja e papastërtisë≤ | |
| Pb | 0.0005 |
| Fe | 0,0020 |
| S | 0,0050 |
| P | 0.0005 |
| C | 0.01 |
| Cr | 0,0010 |
| Al | 0,0015 |
| Cu | 0,0015 |
| K | 0,0080 |
| N | 0,003 |
| Sn | 0,0015 |
| Si | 0,0020 |
| Ca | 0,0015 |
| Na | 0,0020 |
| O | 0,008 |
| Ti | 0,0010 |
| Mg | 0,0010 |
| Materiali | Temperatura e rikristalizimit 100% ℃ | (Koha e pjekjes: 1 orë)) |
|
| Shkalla e deformimit=90% | Shkalla e deformimit=99,99% |
| W i pastër | 1350 | - |
| WVM | - | 2000 |
| WL10 | 1500 | 2500 |
| WL15 | 1550 | 2600 |
| WRe05 | 1700 | - |
| WRe26 | 1750 | - |
1. Fabrika jonë ndodhet në qytetin Luoyang, Provinca Henan. Luoyang është një zonë prodhimi për minierat e tungstenit dhe molibdenit, kështu që ne kemi avantazhe absolute në cilësi dhe çmim;
2. Kompania jonë ka personel teknik me mbi 15 vjet përvojë dhe ne ofrojmë zgjidhje dhe sugjerime të synuara për nevojat e çdo klienti.
3. Të gjitha produktet tona i nënshtrohen inspektimit të rreptë të cilësisë përpara se të eksportohen.
4. Nëse merrni mallra me defekt, mund të na kontaktoni për rimbursim.

1. Përgatitni pluhur tungsteni
(Së pari, përgatitni pluhur tungsteni dhe grijeni atë për të ndarë pluhurin e trashë dhe të imët të tungstenit)
2. Grup i kombinuar
(Përpunimi në grup i pluhurit të tungstenit me të njëjtën përbërje kimike por nga procese të ndryshme prodhimi)
3. presimi izostatik
(Vendosni pluhurin e kombinuar të tungstenit në një enë të mbyllur të mbushur me lëng dhe futeni gradualisht nën presion përmes një sistemi presioni për të zvogëluar distancën midis molekulave, për të rritur densitetin dhe për të përmirësuar vetitë fizike të materialit pa ndryshuar pamjen e tij)
4. Përpunimi i përafërt i biletave
(Pas përfundimit të presimit izostatik, kryhet përpunimi i përafërt i biletës)
5. Sinterimi me frekuencë të ndërmjetme
(Vendosni biletën e përpunuar të përpunuar në një furrë sinterimi me frekuencë të ndërmjetme për funksionimin e sinterimit)
6. Përpunimi i imët i makinës
(Kthimi i produktit të sinterizuar për të marrë dimensione dhe forma të sakta)
7. Inspektoni paketimin
(Inspektoni kutinë e përpunuar të tungstenit dhe paketoni atë pasi të keni kaluar inspektimin)
Shkrirja e qelqit të kuarcit: Në furrat e shkrirjes së qelqit të kuarcit përdoren gjerësisht edhe furrat e tungstenit. Si një nga pajisjet e rëndësishme për shkrirjen e xhamit të kuarcit, forca e tyre në temperaturë të lartë dhe rezistenca ndaj korrozionit mundësojnë shkrirjen e xhamit të kuarcit dhe formimin e formës së dëshiruar në mjedise me temperaturë të lartë.







Deformimi i enës shkaktohet nga zgjerimi i pabarabartë i pjesëve të ndryshme të kazanit për shkak të ngrohjes së tepërt dhe të pabarabartë. Duhet të shmanget ngrohja e shpejtë dhe e pabarabartë e kutisë.
Gama e rekomanduar e temperaturës është 1600-2500 gradë Celsius.