
wolframio-disko eraztun wolframio-xafla eraztun





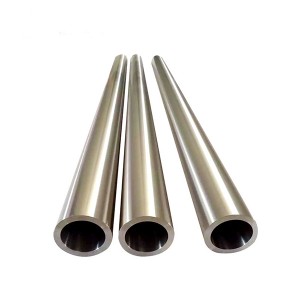
Tungsteno-disko eraztuna Lurreko metal gogorrenaz osatutako eraztuna da, titaniozko eraztuna baino askoz gogorragoa eta urrezko eraztuna baino iraunkorragoa. Eraztun mota hau zigilatzeko erabiltzen da normalean, disko-arrabolak, tresnak, etab. Tungsteno-disko-eraztunen gogortasuna oso handia da, urrea baino 10 aldiz gogorragoa, erreminta altzairua baino 5 aldiz gogorragoa eta titanioa baino 4 aldiz gogorragoa.
Bere gogortasun oso altua dela eta, tungsteno karburoak bere forma eta denbora argitsuak denbora luzeagoan mantendu ditzake merkatuko beste edozein eraztunekin alderatuta, horregatik "leuntzeko eraztun iraunkorra" bezala ezagutzen da. Horrez gain, wolframioko disko-eraztunak ez dira tolesten eta higadura-erresistentzia oso handia dute, Lurreko higadura erresistenteenetako eraztunetako bat bihurtuz. .
| Neurriak | Zure marrazkiak bezala |
| Jatorri lekua | Luoyang, Henan |
| Marka Izena | FGD |
| Aplikazioa | Medikuntza, Industria |
| Forma | Biribila |
| Azalera | Leundua |
| Garbitasuna | %99,95 |
| Materiala | W hutsa |
| Dentsitatea | 19,3g/cm3 |
| Lodiera | 0,1 mm-10 mm |
| Diametroa | 0,5 mm ~ 250 mm |

| Osagai nagusiak | W>% 99,95 |
| Ezpurutasun edukia≤ | |
| Pb | 0,0005 |
| Fe | 0,0020 |
| S | 0,0050 |
| P | 0,0005 |
| C | 0,01 |
| Cr | 0,0010 |
| Al | 0,0015 |
| Cu | 0,0015 |
| K | 0,0080 |
| N | 0,003 |
| Sn | 0,0015 |
| Si | 0,0020 |
| Ca | 0,0015 |
| Na | 0,0020 |
| O | 0,008 |
| Ti | 0,0010 |
| Mg | 0,0010 |
1. Gure fabrika Luoyang hirian dago, Henan probintzian. Luoyang wolframio eta molibdeno meategien ekoizpen eremua da, beraz, kalitatean eta prezioan erabateko abantailak ditugu;
2. Gure enpresak 15 urte baino gehiagoko esperientzia duten langile teknikoak ditu, eta bezero bakoitzaren beharretara zuzendutako irtenbideak eta iradokizunak eskaintzen ditugu.
3. Gure produktu guztiek kalitate-ikuskapen zorrotza egiten dute esportatu aurretik.
4. Salgai akastunak jasotzen badituzu, gurekin harremanetan jar zaitezke itzultzeko.

1. lehengaien prestaketa
(Lehenik eta behin, purutasun handiko lehengaiak hidrogenoa murrizteko labe oso baten bidez wolframio oxidoa murrizteko erabiltzen dira, purutasun handiko wolframio hautsa ekoizten. )
2. hauts nahastea
(Ondoren, nahastu wolframio-hautsa beharrezko beste aleazio-elementu batzuekin (adibidez, nikela, burdina, kobaltoa, etab., wolframio-aleazio-hautsa osatzeko. )
3. osatuz
(Tungsteno-aleazio hautsari moldaketa-agente bat gehitzea, nahastu, pikortu eta hutsean lehortu ondoren, bahetu material granularrak lortzeko)
4. Sakatuz
(Material pikortsua tungsteno aleazio zirkularra enbrioi batean sakatzea)
5. Sinter
(Tungsteno-aleazioko enbrioiak koipetze termikoa, sinterizazioa eta konformazioa bezalako urratsak jasaten ditu, wolframio-aleazioko azken eraztuna osatzeko)
6. Artezketa eta leunketa fina
(Fondu eta leundu wolframioko eraztuna bere gainazaleko leuntasuna eta doitasuna hobetzeko)
Estanpazio trokelak: estanpazio trokeletan wolframiozko altzairuzko eraztunak aplikatzeak trokelen egonkortasuna eta fidagarritasuna nabarmen hobetzen ditu eta ekoizpenaren eraginkortasuna eta segurtasuna hobetzen ditu. Tungsteno altzairuzko eraztunen propietate bikainek, hala nola, erresistentzia handia, gogortasun handia, higadura erresistentzia handia eta korrosioarekiko erresistentzia handia, moldeari zehaztasun eta egonkortasun handia mantentzea ahalbidetzen dute estanpazio-prozesuan zehar, produktuaren kalitatea eta ekoizpen-eraginkortasuna hobetzen dituzte eta, gainera, zabaltzen dute. moldearen zerbitzu-bizitza, ekoizpen-kostuak eta mantentze-gastuak murriztuz. .







Tungsteno-eraztunen arazo arruntak batez ere tungsteno-elektrodoaren hauskortasuna dira korronte gehiegi erabiltzeak eragindakoa, haustura hutsa eta zorrozketan zehar pitzadura erraza. .
Tungsteno-elektrodoen hauskortasunaren eta haustura uniformearen arrazoi nagusia korronte handiko baldintzetan denbora luzez erabiltzea da. Tenperatura tungsteno-aleen birkristalizazio-tenperaturara iristen denean (1600 ℃), wolframio-aleak biribilak, luzeak eta lodiak bihurtzen dira, wolframio-elektrodoen hauskortasuna eraginez. Irtenbideen artean, korronte-tamaina doitzea, korronte handietan erabilera luzea saihestea eta wolframio-elektrodoaren diametroa eta angelu egokiak hautatzea daude. .
Produktuen kategoriak
-

OEM/ODM Txinako Saltokiak Molibdeno Disizizidoa U T...
-

15 m molibdeno onenaren fabrika profesionala...
-

% 99,95 molibdenozko hagaxka molibdenozko hodi hodi hutsa
-
Tantalum Metalen prezioen zerrenda merkea Astm B...
-
Errendimendu handiko% 99,95 purutasun molibdeno metala...
-
Fabrikazio-enpresek %99,95eko purutasun molib...