
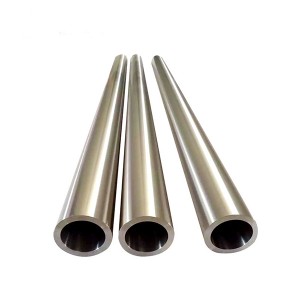
volframplaadi rõngas volframplaadi rõngas





Volframketasrõngas on rõngas, mis koosneb Maa kõige kõvemast metallist, mis on palju kõvem kui titaanrõngas ja vastupidavam kui kuldsõrmus. Seda tüüpi rõngaid kasutatakse tavaliselt tihendamiseks, ketaste rullide, instrumentide jms jaoks. Volframist ketasrõngaste kõvadus on äärmiselt kõrge, umbes 10 korda kõvem kui kuld, 5 korda kõvem kui tööriistateras ja 4 korda kõvem kui titaan.
Tänu oma ülikõrgele kõvadusele suudab volframkarbiid säilitada oma kuju ja valgusaega pikema aja jooksul võrreldes mis tahes muu turul oleva rõngaga, mistõttu seda tuntakse "püsipoleerimisrõngana". Lisaks ei paindu volframketta rõngad ja neil on ülikõrge kulumiskindlus, mis teeb neist ühe kulumiskindlama rõnga Maal.
| Mõõtmed | Nagu teie joonised |
| Päritolukoht | Luoyang, Henan |
| Kaubamärgi nimi | FGD |
| Rakendus | Meditsiin, Tööstus |
| Kuju | Ümar |
| Pind | Poleeritud |
| Puhtus | 99,95% |
| Materjal | Puhas W |
| Tihedus | 19,3g/cm3 |
| Paksus | 0,1-10 mm |
| Läbimõõt | 0,5-250 mm |

| Peamised komponendid | W>99,95% |
| Lisandite sisaldus ≤ | |
| Pb | 0,0005 |
| Fe | 0,0020 |
| S | 0,0050 |
| P | 0,0005 |
| C | 0,01 |
| Cr | 0,0010 |
| Al | 0,0015 |
| Cu | 0,0015 |
| K | 0,0080 |
| N | 0,003 |
| Sn | 0,0015 |
| Si | 0,0020 |
| Ca | 0,0015 |
| Na | 0,0020 |
| O | 0,008 |
| Ti | 0,0010 |
| Mg | 0,0010 |
1. Meie tehas asub Luoyangi linnas Henani provintsis. Luoyang on volframi- ja molübdeenikaevanduste tootmispiirkond, seega on meil kvaliteedi ja hinna osas absoluutsed eelised;
2. Meie ettevõttes on üle 15-aastase kogemusega tehniline personal ning pakume iga kliendi vajadustele suunatud lahendusi ja ettepanekuid.
3. Kõik meie tooted läbivad enne eksportimist range kvaliteedikontrolli.
4. Kui saate defektse kauba, võite raha tagastamiseks meiega ühendust võtta.

1. tooraine ettevalmistamine
(Esiteks kasutatakse kõrge puhtusastmega tooraineid volframoksiidi redutseerimiseks täisvesiniku redutseerimisahju kaudu, mis toodab kõrge puhtusastmega volframipulbrit.)
2. pulbri segamine
(Järgmisena segage volframipulber muude vajalike legeerelementidega (nagu nikkel, raud, koobalt jne), et moodustada volframisulami pulber. )
3. moodustamine
(Volframisulami pulbrile vormimisaine lisamine pärast segamist, granuleerimist ja vaakumkuivatamist, sõelumist granuleeritud materjalide saamiseks)
4. Vajutamine
(Granuleeritud materjali pressimine ringikujuliseks volframisulamist embrüoks)
5. Paagutaja
(Volframisulamist embrüo läbib sellised etapid nagu termiline rasvaärastus, paagutamine ja vormimine, et moodustada lõplik volframisulamist ring)
6. Peenlihvimine ja poleerimine
(Rafineerige ja poleerige volframrõngast, et parandada selle pinna siledust ja täpsust)
Tembeldamine: volframist terasest rõngaste kasutamine stantsimisvormides parandab oluliselt stantside stabiilsust ja töökindlust ning suurendab tootmise efektiivsust ja ohutust. Volframist terasest rõngaste suurepärased omadused, nagu kõrge tugevus, kõrge kõvadus, kõrge kulumiskindlus ja kõrge korrosioonikindlus, võimaldavad vormil säilitada stantsimisprotsessi ajal suurt täpsust ja stabiilsust, parandada toote kvaliteeti ja tootmise efektiivsust ning pikendada ka vormi kasutusiga, vähendades tootmiskulusid ja hoolduskulusid.







Volframrõngaste levinumad probleemid hõlmavad peamiselt volframelektroodi rabedust, mis on põhjustatud liigsest voolukasutusest, loputusmurdudest ja kergest pragunemisest teritamise ajal.
Volframelektroodide rabeduse ja ühtlase murdumise peamine põhjus on pikaajaline kasutamine suure voolu tingimustes. Kui temperatuur jõuab volframiterade ümberkristallimistemperatuurini (1600 ℃), muutuvad volframi terad ümarateks, pikkadeks ja jämedaks, mis põhjustab volframelektroodide haprust. Lahendused hõlmavad voolu suuruse reguleerimist, pikaajalise suure voolu all kasutamise vältimist ning sobiva volframelektroodi läbimõõdu ja nurga valimist.
Toodete kategooriad
-

OEM/ODM Hiina müügikohad Molübdeendisilitsiid U T...
-

Professionaalne tehas Best15m molübdeeni jaoks Kp...
-

99,95% puhas molübdeenvarraste molübdeentoru toru
-
Astm B jaoks mõeldud tantaalmetallide odav hinnakiri...
-
Suure jõudlusega 99,95% puhtusastmega molübdeenmetall...
-
Tootmisettevõtted 99,95% puhtusega Molyb...