
W1 pura 0.18 volframa drato EDM por tranĉado
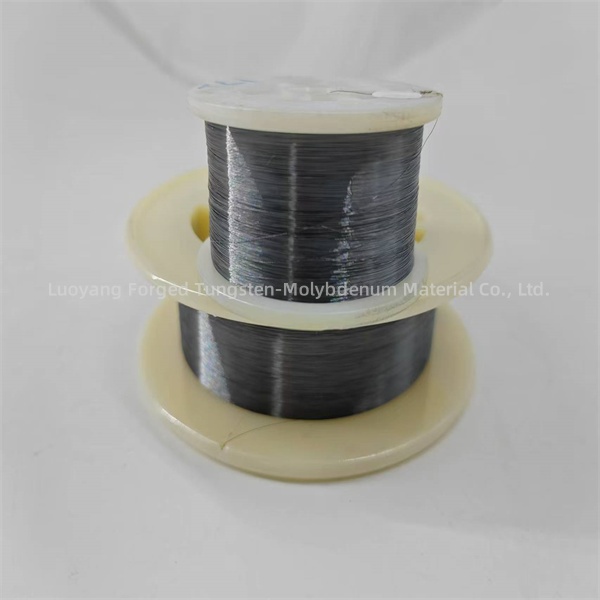




Jes, drata EDM (elektra malŝarĝa maŝinado) povas esti uzata por tranĉi volframon. Volframo estas malmola, alt-degela materialo, kiu povas esti malfacila por tranĉi uzante tradiciajn pretigmetodojn. Tamen, drataj EDM-maŝinoj estas idealaj por tranĉi volframon pro sia kapablo precize tranĉi kompleksajn formojn en malmolaj materialoj.
En drato EDM, maldika kondukta drato (kutime farita el latuno aŭ volframo) estas uzata por tranĉi la laborpecon. Dum tranĉado de volframo per drata EDM, gravas konsideri la sekvajn faktorojn:
1. Elekto de drato: Volframa drato povas esti uzata kiel tranĉa drato en drato-tranĉita elektra malŝarĝo maŝinanta por tranĉi malmolajn materialojn kiel volframo. Volframa drato estis elektita pro sia alta tirstreĉo kaj rezisto al varmo kaj abrazio.
2. Potencaj agordoj: Via EDM-maŝino devas esti agordita al la taŭgaj potencaj agordoj por certigi efikan materialan forigon dum konservado de la integreco de la volframa filamento.
3. Fluvu kaj forigu derompaĵojn: Dum tranĉado de volframo, taŭga flufluado kaj forigo de derompaĵoj de la laborpeco estas kritika por konservi tranĉan precizecon kaj malhelpi dratan rompon.
4. Drato-Tensio kaj Fadenado: Taŭga streĉado kaj fadenado de volframa drato estas kritika por atingi precizajn kaj konsekvencajn tranĉajn rezultojn.
Dum tranĉado de volframo per drata EDM-maŝino, estas grave sekvi plej bonajn praktikojn kaj konsideri la specifajn trajtojn de volframo por atingi la plej bonajn tranĉajn rezultojn.

Drato dikeco por EDM (Electrical Discharge Machining) tranĉado povas varii depende de la specifa apliko kaj materialo estanta prilaborita. Ĝenerale parolante, EDM-dratdiametro estas kutime 0,1 mm ĝis 0,3 mm (0,004 coloj ĝis 0,012 coloj). Tamen, pli dika aŭ pli maldika drato povas esti uzata por specifaj aplikoj.
Por malglataj tranĉoj aŭ pli rapida materiala forigo, pli dikaj dratoj (0,25 mm ĝis 0,3 mm) povas esti preferitaj. Pli dika drato povas pritrakti pli altajn fluojn kaj estas pli bona por rapida materiala forigo.
Por bonaj tranĉoj, kompleksaj formoj aŭ pli mallozaj toleremoj, pli maldikaj dratoj (0,1 mm ĝis 0,2 mm) estas kutime uzitaj. Pli maldika drato permesas pli precizajn kaj detalajn tranĉojn, igante ĝin taŭga por aplikoj postulantaj altan precizecon.
Kiam vi elektas dratan dikecon por EDM-tranĉado, faktoroj kiel la prilaborata materialo, la tranĉa rapideco bezonata kaj la surfaca finaĵo bezonata devus esti konsiderataj. Aldone, la specifaj kapabloj de la EDM-maŝino kaj la rekomendoj de la fabrikanto devus esti konsiderataj kiam oni determinas la taŭgan dratdikecon por difinita apliko.

Wechat: 15138768150
WhatsApp: +86 15838517324
E-mail : jiajia@forgedmoly.com
Kategorioj de produktoj
-

Alta fortika molibdenaj nigraj nuksoj kaj rigliloj
-

Malalta prezo por Eksporti Sinteritan Molibdenon Ŝi...
-

Varmaj Novaj Produktoj Tzm Molibdena Folio Mo Plato
-
Ĉinio pogranda Pura Senjunta Tantala Tubo/pipo...
-

pura Gr1 Gr2 Gr3 Gr5 Gr7 Gr12 titana plato ti...
-
Granda rabatado Tzm Polurita Molibdena Folio P...