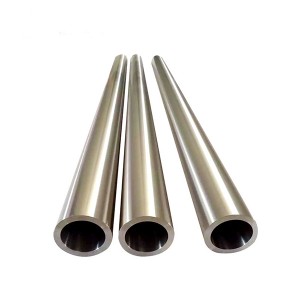
ٹگ ویلڈنگ کے لیے WT20 2.4mm ٹنگسٹن الیکٹروڈ 2% تھوریٹیڈ راڈ


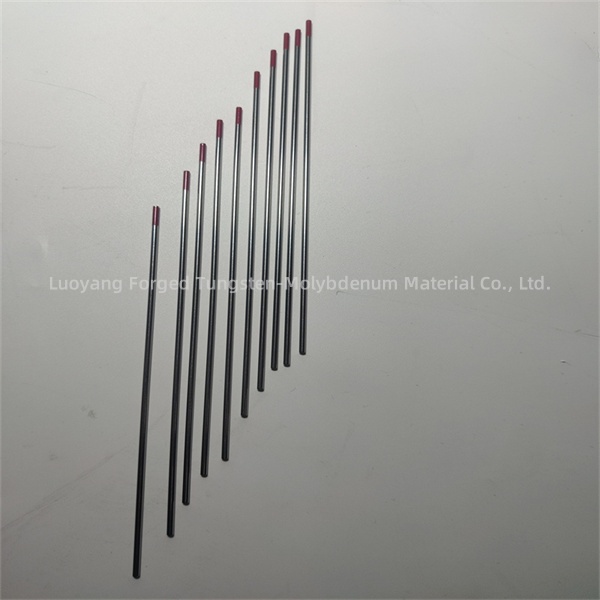


ڈبلیو ٹی 20 تھوریم ٹنگسٹن الیکٹروڈ ایک وسیع پیمانے پر استعمال ہونے والا اضافی آکسائیڈ الیکٹروڈ ہے جس میں خالص ٹنگسٹن الیکٹروڈ اور دیگر آکسائیڈ ایڈیٹو الیکٹروڈ کے مقابلے اعلیٰ جامع ویلڈنگ کی کارکردگی ہے۔ یہ طویل مدتی استعمال کے دوران دوسرے آکسائڈ الیکٹروڈ کے ذریعہ ناقابل تبدیل ہے۔ تھوریم ٹنگسٹن الیکٹروڈ زیادہ کرنٹ لوڈ، آسان آرک انیشیشن، مستحکم آرک، بڑے آرک گیپ، کم نقصان، طویل سروس لائف، اعلی ری ریسٹالائزیشن درجہ حرارت، بہتر چالکتا، اور اچھی مکینیکل کٹنگ کارکردگی کے ساتھ کام کرنا آسان ہے۔ یہ خصوصیات تھوریم ٹنگسٹن الیکٹروڈز کو کاربن سٹیل، سٹینلیس سٹیل، نکل مرکب دھاتوں اور ٹائٹینیم دھاتوں کی ویلڈنگ میں بڑے پیمانے پر استعمال کرتے ہیں، جو اعلیٰ معیار کی ویلڈنگ کے لیے ترجیحی مواد بنتے ہیں۔
| طول و عرض | آپ کی ضرورت کے طور پر |
| اصل کی جگہ | لوویانگ، ہینن |
| برانڈ کا نام | ایف جی ڈی |
| درخواست | ایرو اسپیسر، پیٹرو کیمیکل انڈسٹری |
| شکل | بیلناکار |
| مواد | 0.8%-4.2% تھوریم آکسائیڈ |
| الیکٹرانک کام کی تقریب | 2.7ev |
| پگھلنے کا نقطہ | 1600℃ |
| گریڈ | ڈبلیو ٹی 20 |

| ماڈل | قطر | لمبائی | جزو |
| ڈبلیو ٹی 20 | Ф1.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф1.6 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф2.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф2.4 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф3.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф3.2 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф4.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф5.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф6.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | Ф8.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| ڈبلیو ٹی 20 | 10.0 ملی میٹر | 150 ملی میٹر \ 175 ملی میٹر | THO2 |
| الیکٹروڈ کا قطر (ملی میٹر) | قطر رواداری (ملی میٹر) | مثبت رابطہ | منفی الیکٹروڈ | ac(a) |
| 0.50 | ±0.05 | 2۔20 | / | 2۔15 |
| 1.00 | ±0.05 | 10 سے 75 | / | 15۔70 |
| 1.60 | ±0.05 | 60-150 | 10 سے 20 | 60-125 |
| 2.00 | ±0.05 | 100-200 | 15 سے 25 | 85-160 |
| 2.50 | ±0.10 | 170-250 | 17۔30 | 120-210 |
| 3.20 | ±0.10 | 225-330 | 20 سے 35 | 150-250 |
| 4.00 | ±0.10 | 350-480 | 35-50 | 240-350 |
| 5.00 | ±0.10 | 500-675 | 50۔70 | 330-460 |
| 6.00 | ±0.10 | 600-900 | 65-95 | 430-500 |
1. ہماری فیکٹری Luoyang شہر، Henan صوبہ میں واقع ہے۔ لویانگ ٹنگسٹن اور مولیبڈینم کی کانوں کے لیے ایک پیداواری علاقہ ہے، اس لیے ہمارے پاس معیار اور قیمت میں مطلق فوائد ہیں۔
2. ہماری کمپنی کے پاس 15 سال سے زیادہ کا تجربہ رکھنے والے تکنیکی اہلکار ہیں، اور ہم ہر صارف کی ضروریات کے لیے ٹارگٹڈ حل اور تجاویز فراہم کرتے ہیں۔
3. برآمد ہونے سے پہلے ہماری تمام مصنوعات سخت معیار کے معائنہ سے گزرتی ہیں۔
4. اگر آپ کو ناقص سامان موصول ہوتا ہے، تو آپ رقم کی واپسی کے لیے ہم سے رابطہ کر سکتے ہیں۔

1. ملانا اور دبانا
2. سینٹر
3. روٹری swaging
4. وائر ڈرائنگ
5. سیدھ کریں۔
6. کاٹنا
7. جلانا
WT20 تھوریم ٹنگسٹن الیکٹروڈ اپنی بہترین ویلڈنگ کی کارکردگی کی وجہ سے متعدد صنعتوں میں وسیع پیمانے پر استعمال ہوتا ہے۔ سب سے پہلے، یہ ایرو اسپیس انڈسٹری میں ایک اہم کردار ادا کرتا ہے، جس کا استعمال ہوا بازی کے مختلف اجزاء اور آلات کی تیاری اور دیکھ بھال کے لیے کیا جاتا ہے، جس سے ہوابازی کے اجزاء کے اعلیٰ معیار اور وشوسنییتا کو یقینی بنایا جاتا ہے۔ دوم، ہارڈویئر لوازمات کی صنعت میں، تھوریم ٹنگسٹن الیکٹروڈز مختلف ہارڈویئر مصنوعات کی تیاری اور مرمت، ان کی پائیداری اور حفاظت کو بہتر بنانے میں بھی ایک ناگزیر کردار ادا کرتے ہیں۔ اس کے علاوہ، بحری جہازوں کے لیے مخصوص میدان تھوریم ٹنگسٹن الیکٹروڈز کے لیے بھی ایک اہم ایپلی کیشن ایریا ہے، جو بحری جہازوں کی ساخت کی مضبوطی اور حفاظت کو یقینی بناتے ہوئے جہازوں کی تیاری اور دیکھ بھال میں استعمال ہوتے ہیں۔






آرک شروع کرنے کے بعد آرک یا کمزور آرک کالم شروع نہ ہونے کی وجوہات میں ٹنگسٹن الیکٹروڈز کا غلط انتخاب، نایاب ارتھ آکسائیڈز کی کم ڈوپنگ، یا ناہموار اختلاط شامل ہوسکتا ہے۔ حل میں ٹنگسٹن الیکٹروڈ کی صحیح قسم اور تفصیلات کا انتخاب، صحیح ڈوپنگ کی مقدار کو یقینی بنانا اور نایاب ارتھ آکسائیڈز کا یکساں اختلاط شامل ہے۔
یہ ٹنگسٹن الیکٹروڈ کی نوک پر پھٹنے یا بلبلوں کی وجہ سے ہو سکتا ہے، جو کہ عام طور پر پروڈکٹ کی جعل سازی اور ڈرائنگ کے عمل کے دوران درجہ حرارت اور رفتار کی مماثلت کی وجہ سے ہوتا ہے۔ حل میں روٹری فورجنگ اور ڈرائنگ کے عمل کے درجہ حرارت اور رفتار کنٹرول کو بہتر بنانا شامل ہے۔