WT20 2,4 mm volframelektrod 2% torerad stav för tig-svetsning


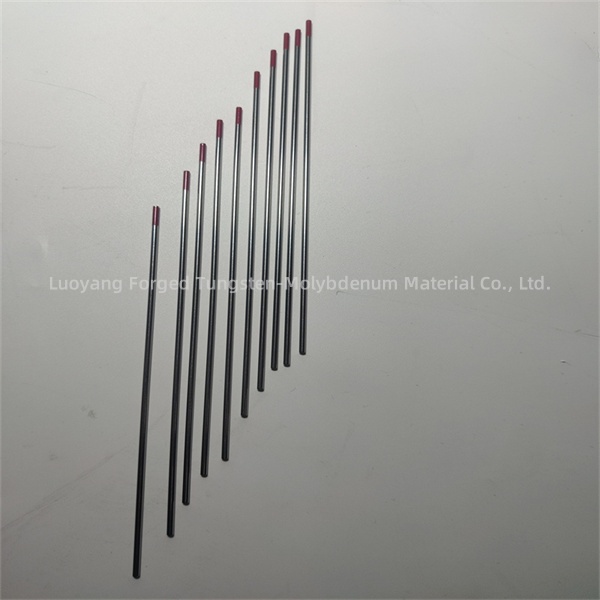


WT20 toriumvolframelektrod är en allmänt använd tillsatsoxidelektrod med överlägsen omfattande svetsprestanda jämfört med ren volframelektrod och andra oxidtillsatselektroder. Den är oersättlig med andra oxidelektroder vid långvarig användning. Toriumvolframelektrod är lätt att använda, med hög strömbelastning, enkel båginitiering, stabil ljusbåge, stor båggap, låg förlust, lång livslängd, högre omkristallisationstemperatur, bättre konduktivitet och god mekanisk skärprestanda. Dessa egenskaper gör att toriumvolframelektroder används i stor utsträckning vid svetsning av kolstål, rostfritt stål, nickellegeringar och titanmetaller, och blir det föredragna materialet för svetsning av hög kvalitet.
| Mått | Som ditt krav |
| Ursprungsort | Luoyang, Henan |
| Varumärke | FGD |
| Ansökan | Aerospacer, petrokemisk industri |
| Form | Cylindrisk |
| Material | 0,8%-4,2% toriumoxid |
| elektronisk arbetsfunktion | 2,7 ev |
| smältpunkt | 1600 ℃ |
| Kvalitet | WT20 |

| Modell | Diameter | Längd | komponent |
| WT20 | Ф1,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф1,6 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф2,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф2,4 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф3,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф3,2 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф4,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф5,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф6,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф8,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф10,0 mm | 150 mm\ 175 mm | THO2 |
| elektrodens diameter (mm) | diametertolerans (mm) | positiv kontakt | negativ elektrod | ac(a) |
| 0,50 | ±0,05 | 2–20 | / | 2–15 |
| 1.00 | ±0,05 | 10–75 | / | 15–70 |
| 1,60 | ±0,05 | 60–150 | 10–20 | 60–125 |
| 2.00 | ±0,05 | 100–200 | 15–25 | 85–160 |
| 2,50 | ±0,10 | 170–250 | 17-30 | 120–210 |
| 3,20 | ±0,10 | 225–330 | 20–35 | 150–250 |
| 4.00 | ±0,10 | 350–480 | 35–50 | 240–350 |
| 5.00 | ±0,10 | 500–675 | 50–70 | 330–460 |
| 6.00 | ±0,10 | 600–900 | 65–95 | 430–500 |
1. Vår fabrik ligger i Luoyang City, Henan-provinsen. Luoyang är ett produktionsområde för volfram- och molybdengruvor, så vi har absoluta fördelar i kvalitet och pris;
2. Vårt företag har teknisk personal med över 15 års erfarenhet, och vi tillhandahåller riktade lösningar och förslag för varje kunds behov.
3. Alla våra produkter genomgår en strikt kvalitetskontroll innan de exporteras.
4. Om du får defekta varor kan du kontakta oss för återbetalning.

1. Blandning och pressning
2. Sintring
3. Roterande pressning
4. Tråddragning
5.Justera
6. Skivning
7. Polering
WT20 torium-volframelektrod används ofta i flera industrier på grund av dess utmärkta svetsprestanda. För det första spelar det en viktig roll inom flygindustrin, som används för tillverkning och underhåll av olika flygkomponenter och utrustning, vilket säkerställer hög kvalitet och tillförlitlighet hos flygkomponenter. För det andra, inom hårdvarutillbehörsindustrin, spelar toriumvolframelektroder också en oumbärlig roll vid tillverkning och reparation av olika hårdvaruprodukter, vilket förbättrar deras hållbarhet och säkerhet. Dessutom är specialområdet för fartyg också ett viktigt användningsområde för toriumvolframelektroder, som används vid tillverkning och underhåll av fartyg, vilket säkerställer fartygens strukturella styrka och säkerhet.






Orsakerna till att inte starta ljusbågen eller den svaga bågkolumnen efter att ljusbågen startat kan vara felaktigt val av volframelektroder, låg dopning av sällsynta jordartsmetalloxider eller ojämn blandning. Lösningen inkluderar att välja rätt typ och specifikation av volframelektrod, säkerställa korrekt dopningsmängd och enhetlig blandning av sällsynta jordartsmetalloxider.
Det kan bero på sprickor eller bubblor vid spetsen av volframelektroden, vilket vanligtvis orsakas av temperatur- och hastighetsfel under smidning och dragning av produkten. Lösningen inkluderar att förbättra temperatur- och hastighetskontrollen för den roterande smides- och dragprocessen.