
WT20 Вольфрамовый электрод диаметром 2,4 мм с 2% торированным стержнем для сварки TIG.


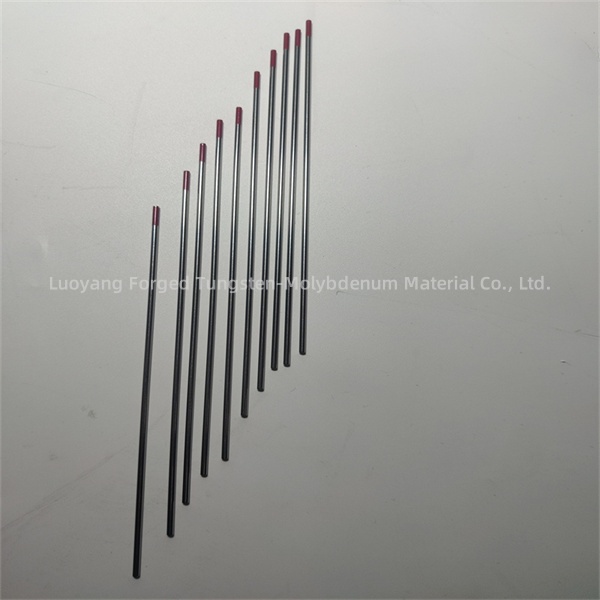


Ториево-вольфрамовый электрод WT20 представляет собой широко используемый электрод с аддитивными оксидами, обладающий превосходными сварочными характеристиками по сравнению с электродами из чистого вольфрама и другими электродами с оксидными добавками. Незаменим другими оксидными электродами при длительном использовании. Ториевольфрамовый электрод прост в эксплуатации, имеет высокую токовую нагрузку, легкое зажигание дуги, стабильную дугу, большой дуговой зазор, низкие потери, длительный срок службы, более высокую температуру рекристаллизации, лучшую проводимость и хорошие характеристики механической резки. Эти характеристики делают ториевые вольфрамовые электроды широко используемыми при сварке углеродистой стали, нержавеющей стали, никелевых сплавов и титановых металлов, становясь предпочтительным материалом для высококачественной сварки.
| Размеры | По вашему требованию |
| Место происхождения | Лоян, Хэнань |
| Название бренда | ФГД |
| Приложение | Аэрокосмическая промышленность,Нефтехимическая промышленность |
| Форма | Цилиндрический |
| Материал | 0,8%-4,2% оксид тория |
| электронная рабочая функция | 2,7ев |
| точка плавления | 1600 ℃ |
| Оценка | WT20 |

| Модель | Диаметр | Длина | компонент |
| WT20 | Ф1,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф1,6 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф2,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф2,4 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф3,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф3,2 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф4,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф5,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф6,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф8,0 мм | 150мм\ 175мм | ТХО2 |
| WT20 | Ф10,0 мм | 150мм\ 175мм | ТХО2 |
| диаметр электрода (мм) | допуск диаметра (мм) | положительный контакт | отрицательный электрод | ак(а) |
| 0,50 | ±0,05 | 2~20 | / | 2~15 |
| 1.00 | ±0,05 | 10~75 | / | 15~70 |
| 1,60 | ±0,05 | 60~150 | 10~20 | 60~125 |
| 2.00 | ±0,05 | 100~200 | 15~25 | 85~160 |
| 2,50 | ±0,10 | 170~250 | 17~30 | 120~210 |
| 3.20 | ±0,10 | 225~330 | 20~35 | 150~250 |
| 4.00 | ±0,10 | 350~480 | 35~50 | 240~350 |
| 5.00 | ±0,10 | 500~675 | 50~70 | 330~460 |
| 6.00 | ±0,10 | 600~900 | 65~95 | 430~500 |
1. Наша фабрика расположена в городе Лоян, провинция Хэнань. Лоян — это район производства вольфрамовых и молибденовых рудников, поэтому мы имеем абсолютные преимущества по качеству и цене;
2. В нашей компании работает технический персонал с более чем 15-летним опытом, и мы предоставляем целевые решения и предложения для нужд каждого клиента.
3. Вся наша продукция проходит строгий контроль качества перед отправкой на экспорт.
4. Если вы получили дефектный товар, вы можете связаться с нами для возврата денег.

1. Смешивание и прессование.
2. Агломерат
3. Ротационная обжимка
4. Чертеж проволоки
5. Выровнять
6. Нарезка
7. Полировка
Ториево-вольфрамовый электрод WT20 широко используется во многих отраслях промышленности благодаря своим превосходным сварочным характеристикам. Во-первых, он играет важную роль в аэрокосмической отрасли, используется для производства и обслуживания различных авиационных компонентов и оборудования, обеспечивая высокое качество и надежность авиационных комплектующих. Во-вторых, в индустрии аксессуаров для метизов ториевые вольфрамовые электроды также играют незаменимую роль при производстве и ремонте различных метизных изделий, повышая их долговечность и безопасность. Кроме того, специализированная область судоходства также является важной областью применения ториевых вольфрамовых электродов, которые используются при производстве и обслуживании судов, обеспечивая конструкционную прочность и безопасность судов.






Причинами отсутствия зажигания дуги или слабого столба дуги после зажигания дуги могут быть неправильный выбор вольфрамовых электродов, низкое легирование оксидами редкоземельных элементов или неравномерное смешивание. Решение включает в себя выбор правильного типа и спецификации вольфрамового электрода, обеспечение правильного количества легирования и равномерного смешивания оксидов редкоземельных элементов.
Это может быть связано с расколом или пузырьками на кончике вольфрамового электрода, что обычно вызвано несоответствием температуры и скорости в процессе ковки и волочения изделия. Решение включает в себя улучшение контроля температуры и скорости процессов ротационной ковки и волочения.
Категории товаров
-

Быстрая доставка молотого молибденового сплава Tzm ...
-
18 лет фабрики танталовой трубки из тантала...
-

Цена со скидкой. Чистота 99,95% мин. Витая трубка...
-

Самая дешевая цена 11-дюймовая японская стандартная керамика...
-

Разумная цена, чистота молибденового стержня
-
Новое поступление, китайская молибденовая лента Mo1, отражающая...