
Elektroda wolframowa WT20 2,4 mm z 2% prętem torowanym do spawania metodą tig


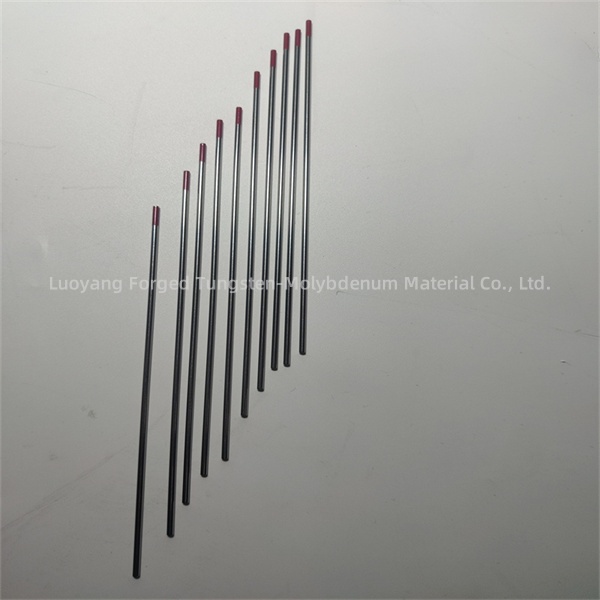


Elektroda wolframowa torowa WT20 jest szeroko stosowaną elektrodą tlenkową z dodatkami o doskonałych, kompleksowych parametrach spawania w porównaniu z elektrodą z czystym wolframem i innymi elektrodami z dodatkiem tlenku. Jest niezastąpiony przez inne elektrody tlenkowe podczas długotrwałego użytkowania. Elektroda wolframowa torowa jest łatwa w obsłudze, charakteryzuje się wysokim obciążeniem prądowym, łatwą inicjacją łuku, stabilnym łukiem, dużą szczeliną łuku, niskimi stratami, długą żywotnością, wyższą temperaturą rekrystalizacji, lepszą przewodnością i dobrą wydajnością cięcia mechanicznego. Te cechy sprawiają, że elektrody torowo-wolframowe są szeroko stosowane w spawaniu stali węglowej, stali nierdzewnej, stopów niklu i metali tytanowych, stając się preferowanym materiałem do spawania wysokiej jakości.
| Wymiary | Jako twoje wymaganie |
| Miejsce pochodzenia | Luoyang, Henan |
| Nazwa marki | IOS |
| Aplikacja | Aerospacer, przemysł petrochemiczny |
| Kształt | Cylindryczny |
| Tworzywo | 0,8% -4,2% tlenku toru |
| funkcja pracy elektronicznej | 2,7 ev |
| temperatura topnienia | 1600 ℃ |
| Stopień | WT20 |

| Model | Średnica | Długość | część |
| WT20 | Ф1,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф1,6 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф2,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф2,4 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф3,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф3,2 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф4,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф5,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф6,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф8,0 mm | 150 mm \ 175 mm | THO2 |
| WT20 | Ф10,0 mm | 150 mm \ 175 mm | THO2 |
| średnica elektrody (mm) | tolerancja średnicy (mm) | pozytywny kontakt | elektroda ujemna | AC(a) |
| 0,50 | ±0,05 | 2 ~ 20 | / | 2 ~ 15 |
| 1,00 | ±0,05 | 10 ~ 75 | / | 15 ~ 70 |
| 1,60 | ±0,05 | 60 ~ 150 | 10 ~ 20 | 60 ~ 125 |
| 2.00 | ±0,05 | 100 ~ 200 | 15 ~ 25 | 85 ~ 160 |
| 2,50 | ±0,10 | 170 ~ 250 | 17 ~ 30 | 120 ~ 210 |
| 3.20 | ±0,10 | 225 ~ 330 | 20 ~ 35 | 150 ~ 250 |
| 4.00 | ±0,10 | 350 ~ 480 | 35 ~ 50 | 240 ~ 350 |
| 5.00 | ±0,10 | 500 ~ 675 | 50 ~ 70 | 330 ~ 460 |
| 6.00 | ±0,10 | 600 ~ 900 | 65 ~ 95 | 430 ~ 500 |
1. Nasza fabryka znajduje się w mieście Luoyang w prowincji Henan. Luoyang to obszar produkcyjny kopalni wolframu i molibdenu, dlatego mamy absolutną przewagę pod względem jakości i ceny;
2. Nasza firma posiada personel techniczny z ponad 15-letnim doświadczeniem i zapewnia ukierunkowane rozwiązania i sugestie na potrzeby każdego klienta.
3. Wszystkie nasze produkty przed eksportem przechodzą ścisłą kontrolę jakości.
4. Jeśli otrzymasz wadliwy towar, możesz skontaktować się z nami w celu uzyskania zwrotu pieniędzy.

1. Mieszanie i prasowanie
2. Spiek
3. Kształtowanie obrotowe
4. Ciągnienie drutu
5.Wyrównaj
6. Krojenie
7. Nagniatanie
Elektroda wolframowa torowa WT20 jest szeroko stosowana w wielu gałęziach przemysłu ze względu na doskonałe właściwości spawalnicze. Po pierwsze, odgrywa ważną rolę w przemyśle lotniczym, wykorzystywanym do produkcji i konserwacji różnych komponentów i sprzętu lotniczego, zapewniając wysoką jakość i niezawodność komponentów lotniczych. Po drugie, w branży akcesoriów sprzętowych elektrody torowo-wolframowe odgrywają również niezastąpioną rolę w produkcji i naprawie różnych produktów sprzętowych, poprawiając ich trwałość i bezpieczeństwo. Ponadto specjalizacja dotycząca statków jest również ważnym obszarem zastosowania elektrod torowo-wolframowych, które są stosowane w produkcji i konserwacji statków, zapewniając wytrzymałość konstrukcyjną i bezpieczeństwo statków.






Przyczynami niezajarzania łuku lub słabej kolumny łuku po zajarzeniu łuku może być niewłaściwy dobór elektrod wolframowych, małe domieszkowanie tlenków metali ziem rzadkich lub nierównomierne mieszanie. Rozwiązanie obejmuje wybór odpowiedniego typu i specyfikacji elektrody wolframowej, zapewnienie właściwej ilości domieszki i równomiernego wymieszania tlenków metali ziem rzadkich.
Może to być spowodowane pęknięciem lub pęcherzykami na końcówce elektrody wolframowej, co jest zwykle spowodowane niedopasowaniem temperatury i prędkości podczas procesu kucia i ciągnienia produktu. Rozwiązanie obejmuje poprawę kontroli temperatury i prędkości procesu kucia obrotowego i ciągnienia.
Kategorie produktów
-

Szybka dostawa mielonego stopu molibdenu Tzm...
-
18-letnia fabryczna rura tantalowa z tantalu...
-

Cena promocyjna Czystość 99,95% min Twisted Tun...
-

Najniższa cena 11-calowa japońska standardowa ceramika...
-

Rozsądna cena Pręt molibdenowy o czystości
-
New Arrival Chiny Mo1 Wstążka molibdenowa Odblask...