
WT20 2,4 mm wolfraamelektrode 2% thoriated staaf voor tig-lassen


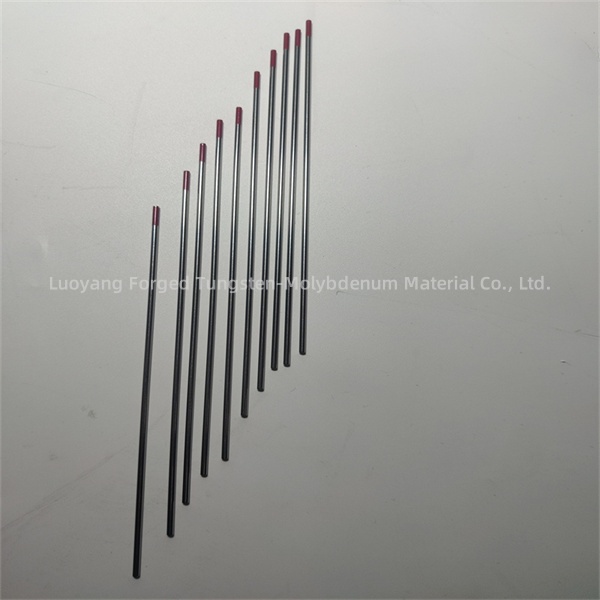


WT20 thoriumwolfraamelektrode is een veelgebruikte additieve oxide-elektrode met superieure uitgebreide lasprestaties in vergelijking met pure wolfraamelektrode en andere oxide-additieve elektroden. Bij langdurig gebruik is het onvervangbaar door andere oxide-elektroden. Thoriumwolfraamelektrode is eenvoudig te bedienen, met hoge stroombelasting, gemakkelijke booginitiatie, stabiele boog, grote boogopening, laag verlies, lange levensduur, hogere herkristallisatietemperatuur, betere geleidbaarheid en goede mechanische snijprestaties. Deze eigenschappen zorgen ervoor dat thoriumwolfraamelektroden op grote schaal worden gebruikt bij het lassen van koolstofstaal, roestvrij staal, nikkellegeringen en titaniummetalen, waardoor ze het voorkeursmateriaal worden voor hoogwaardig lassen.
| Afmetingen | Als uw vereiste |
| Plaats van herkomst | Luoyang, Henan |
| Merknaam | FGD |
| Sollicitatie | Lucht- en ruimtevaartindustrie, petrochemische industrie |
| Vorm | Cilindrisch |
| Materiaal | 0,8% -4,2% thoriumoxide |
| elektronische werkfunctie | 2,7 EV |
| smeltpunt | 1600℃ |
| Cijfer | WT20 |

| Model | Diameter | Lengte | bestanddeel |
| WT20 | Ф1,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф1,6 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф2,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф2,4 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф3,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф3,2 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф4,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф5,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф6,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф8,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф10,0 mm | 150 mm\ 175 mm | THO2 |
| diameter van elektrode (mm) | diametertolerantie (mm) | positief kontakt | negatieve elektrode | ac(a) |
| 0,50 | ±0,05 | 2~20 | / | 2~15 |
| 1.00 | ±0,05 | 10~75 | / | 15~70 |
| 1,60 | ±0,05 | 60~150 | 10~20 | 60~125 |
| 2.00 | ±0,05 | 100~200 | 15~25 | 85~160 |
| 2,50 | ±0,10 | 170~250 | 17~30 | 120~210 |
| 3.20 | ±0,10 | 225~330 | 20~35 | 150~250 |
| 4.00 uur | ±0,10 | 350~480 | 35~50 | 240~350 |
| 5.00 uur | ±0,10 | 500~675 | 50~70 | 330~460 |
| 6.00 uur | ±0,10 | 600~900 | 65~95 | 430~500 |
1. Onze fabriek is gevestigd in Luoyang City, provincie Henan. Luoyang is een productiegebied voor wolfraam- en molybdeenmijnen, dus we hebben absolute voordelen op het gebied van kwaliteit en prijs;
2. Ons bedrijf beschikt over technisch personeel met meer dan 15 jaar ervaring en we bieden gerichte oplossingen en suggesties voor de behoeften van elke klant.
3. Al onze producten ondergaan een strenge kwaliteitscontrole voordat ze worden geëxporteerd.
4. Als u defecte goederen ontvangt, kunt u contact met ons opnemen voor een terugbetaling.

1. Mengen en persen
2. Sinterklaas
3. Roterend stuiken
4. Draadtrekken
5. Uitlijnen
6. Snijden
7. Polijsten
WT20 thoriumwolfraamelektrode wordt veel gebruikt in meerdere industrieën vanwege de uitstekende lasprestaties. Ten eerste speelt het een belangrijke rol in de lucht- en ruimtevaartindustrie, waar het wordt gebruikt voor de productie en het onderhoud van verschillende luchtvaartcomponenten en -apparatuur, waardoor de hoge kwaliteit en betrouwbaarheid van luchtvaartcomponenten wordt gegarandeerd. Ten tweede spelen thoriumwolfraamelektroden in de hardware-accessoiresindustrie ook een onmisbare rol bij de productie en reparatie van verschillende hardwareproducten, waardoor hun duurzaamheid en veiligheid worden verbeterd. Daarnaast is het gespecialiseerde vakgebied voor schepen ook een belangrijk toepassingsgebied voor thoriumwolfraamelektroden, die worden gebruikt bij de productie en het onderhoud van schepen, waardoor de structurele sterkte en veiligheid van schepen wordt gewaarborgd.






De redenen voor het niet starten van de boog of de zwakke boogkolom na het starten van de boog kunnen een onjuiste selectie van wolfraamelektroden, lage dotering van zeldzame aardoxides of ongelijkmatige menging zijn. De oplossing omvat het selecteren van het juiste type en de juiste specificaties van de wolfraamelektrode, waardoor de juiste doteringshoeveelheid en uniforme menging van zeldzame aardoxiden worden gegarandeerd.
Dit kan te wijten zijn aan splijten of belletjes aan de punt van de wolfraamelektrode, wat meestal wordt veroorzaakt door een verschil in temperatuur en snelheid tijdens het smeed- en trekproces van het product. De oplossing omvat het verbeteren van de temperatuur- en snelheidsregeling van het roterende smeed- en trekproces.
Producten categorieën
-

Snelle levering voor gemalen molybdeenlegering Tzm ...
-
18 jaar fabriek tantaal buis van tantaal po...
-

Kortingsprijs Zuiverheid 99,95% min Twisted Tun...
-

Goedkoopste prijs 11 inch Japanse standaard keramische...
-

Redelijke prijs Zuiverheid Molybdeenstaaf
-
Nieuwe collectie China Mo1 Molybdeenlint Reflect...