
WT20 2.4 მმ ვოლფრამის ელექტროდი 2% თორიანი ღერო თხემის შედუღებისთვის


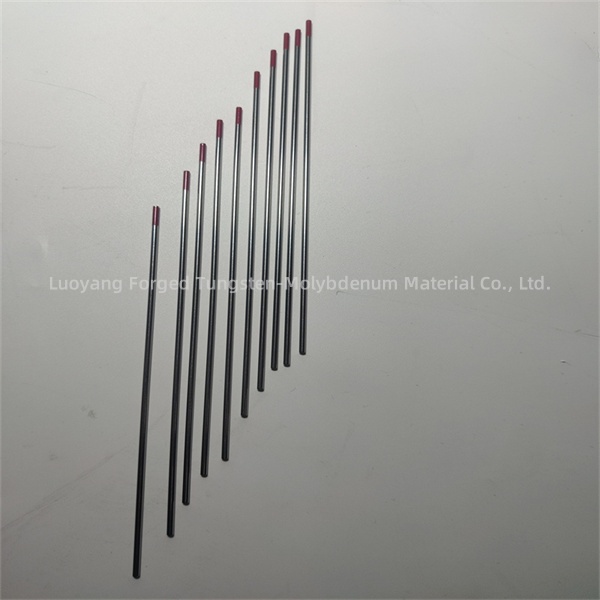


WT20 თორიუმის ვოლფრამის ელექტროდი არის ფართოდ გამოყენებული დანამატი ოქსიდის ელექტროდი უმაღლესი ყოვლისმომცველი შედუღების ეფექტურობით სუფთა ვოლფრამის ელექტროდთან და სხვა ოქსიდის დანამატის ელექტროდებთან შედარებით. იგი შეუცვლელია სხვა ოქსიდის ელექტროდებით ხანგრძლივი გამოყენებისას. თორიუმის ვოლფრამის ელექტროდი მარტივი სამართავია, მაღალი დენით დატვირთვით, რკალის მარტივი ინიციირებით, სტაბილური რკალით, დიდი რკალის უფსკრულით, დაბალი დანაკარგით, ხანგრძლივი მომსახურების ვადით, უფრო მაღალი რეკრისტალიზაციის ტემპერატურით, უკეთესი გამტარობით და კარგი მექანიკური ჭრის შესრულებით. ეს მახასიათებლები ხდის თორიუმის ვოლფრამის ელექტროდებს ფართოდ გამოყენებას ნახშირბადოვანი ფოლადის, უჟანგავი ფოლადის, ნიკელის შენადნობების და ტიტანის ლითონების შესადუღებლად, რაც ხდება სასურველი მასალა მაღალი ხარისხის შედუღებისთვის.
| ზომები | როგორც თქვენი მოთხოვნა |
| წარმოშობის ადგილი | ლუოანგი, ჰენანი |
| ბრენდის სახელი | FGD |
| განაცხადი | აეროკოსმოსური, ნავთობქიმიური მრეწველობა |
| ფორმა | ცილინდრული |
| მასალა | 0,8%-4,2% თორიუმის ოქსიდი |
| ელექტრონული სამუშაო ფუნქცია | 2.7ევ |
| დნობის წერტილი | 1600℃ |
| შეფასება | WT20 |

| მოდელი | დიამეტრი | სიგრძე | კომპონენტი |
| WT20 | Ф1.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф1.6 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф2.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф2.4 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф3.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф3.2 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф4.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф5.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф6.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф8.0 მმ | 150 მმ / 175 მმ | THO2 |
| WT20 | Ф10.0 მმ | 150 მმ / 175 მმ | THO2 |
| ელექტროდის დიამეტრი (მმ) | დიამეტრის ტოლერანტობა (მმ) | პოზიტიური კონტაქტი | უარყოფითი ელექტროდი | ac(a) |
| 0.50 | ±0.05 | 2-20 | / | 2-15 |
| 1.00 | ±0.05 | 10-75 | / | 15-70 |
| 1.60 | ±0.05 | 60-150 | 10-20 | 60-125 |
| 2.00 | ±0.05 | 100-200 | 15-25 | 85-160 |
| 2.50 | ±0.10 | 170-250 | 17-30 | 120-210 |
| 3.20 | ±0.10 | 225-330 | 20-35 | 150-250 |
| 4.00 | ±0.10 | 350-480 | 35-50 | 240-350 |
| 5.00 | ±0.10 | 500-675 | 50-70 | 330-460 |
| 6.00 | ±0.10 | 600-900 | 65-95 | 430-500 |
1. ჩვენი ქარხანა მდებარეობს ქალაქ ლუოიანგში, ჰენანის პროვინციაში. ლუოანგი არის ვოლფრამის და მოლიბდენის მაღაროების საწარმოო ტერიტორია, ამიტომ ჩვენ გვაქვს აბსოლუტური უპირატესობები ხარისხში და ფასში;
2. ჩვენს კომპანიას ჰყავს ტექნიკური პერსონალი 15 წელზე მეტი ხნის გამოცდილებით და ჩვენ ვაძლევთ მიზნობრივ გადაწყვეტილებებს და წინადადებებს თითოეული მომხმარებლის საჭიროებებისთვის.
3. ჩვენი ყველა პროდუქტი ექსპორტამდე გადის მკაცრ ხარისხის შემოწმებას.
4. თუ თქვენ მიიღებთ დეფექტურ საქონელს, შეგიძლიათ დაგვიკავშირდეთ თანხის დასაბრუნებლად.

1. შერევა და დაჭერა
2. სინტერი
3. მბრუნავი რხევა
4. მავთულის ნახაზი
5.გასწორება
6.დაჭრა
7. დამწვრობა
WT20 თორიუმის ვოლფრამის ელექტროდი ფართოდ გამოიყენება მრავალ ინდუსტრიაში მისი შესანიშნავი შედუღების შესრულების გამო. უპირველეს ყოვლისა, ის მნიშვნელოვან როლს ასრულებს საჰაერო კოსმოსურ ინდუსტრიაში, გამოიყენება სხვადასხვა საავიაციო კომპონენტებისა და აღჭურვილობის წარმოებისა და შესანარჩუნებლად, რაც უზრუნველყოფს საავიაციო კომპონენტების მაღალ ხარისხს და საიმედოობას. მეორეც, ტექნიკის აქსესუარების ინდუსტრიაში, თორიუმის ვოლფრამის ელექტროდები ასევე შეუცვლელ როლს ასრულებენ სხვადასხვა ტექნიკის პროდუქციის წარმოებასა და შეკეთებაში, აუმჯობესებენ მათ გამძლეობას და უსაფრთხოებას. გარდა ამისა, გემებისთვის სპეციალიზებული სფერო ასევე წარმოადგენს თორიუმის ვოლფრამის ელექტროდების გამოყენების მნიშვნელოვან არეალს, რომლებიც გამოიყენება გემების წარმოებასა და მოვლაში, რაც უზრუნველყოფს გემების სტრუქტურულ სიმტკიცეს და უსაფრთხოებას.






რკალის დაწყების შემდეგ რკალის ან სუსტი რკალის სვეტის არ დაწყების მიზეზები შეიძლება იყოს ვოლფრამის ელექტროდების არასწორი შერჩევა, იშვიათი დედამიწის ოქსიდების დაბალი დოპინგი ან არათანაბარი შერევა. გამოსავალი მოიცავს ვოლფრამის ელექტროდის სწორი ტიპისა და სპეციფიკაციის შერჩევას, დოპინგის სწორი რაოდენობის უზრუნველყოფას და იშვიათი დედამიწის ოქსიდების ერთგვაროვან შერევას.
ეს შეიძლება გამოწვეული იყოს ვოლფრამის ელექტროდის წვერზე გაყოფით ან ბუშტებით, რაც, როგორც წესი, გამოწვეულია ტემპერატურისა და სიჩქარის შეუსაბამობით პროდუქტის გაყალბებისა და დახატვის პროცესში. გამოსავალი მოიცავს მბრუნავი გაყალბებისა და ხატვის პროცესის ტემპერატურისა და სიჩქარის კონტროლს.
პროდუქტების კატეგორიები
-

დაფქული მოლიბდენის შენადნობის Tzm-ის სწრაფი მიწოდება ...
-
18 წლიანი ქარხნული ტანტალის მილი Tantalum Po...
-

ფასდაკლებით ფასი სისუფთავე 99.95%წთ Twisted Tun...
-

ყველაზე იაფი ფასი 11 ინჩიანი იაპონური სტანდარტული კერამი...
-

გონივრული ფასი Purity Molybdenum Rod
-
ახალი ჩამოსვლის ჩინეთი Mo1 მოლიბდენის ლენტი ასახავს...