WT20 2.4mmタングステン電極 2%トリエーテッドロッド ティグ溶接用


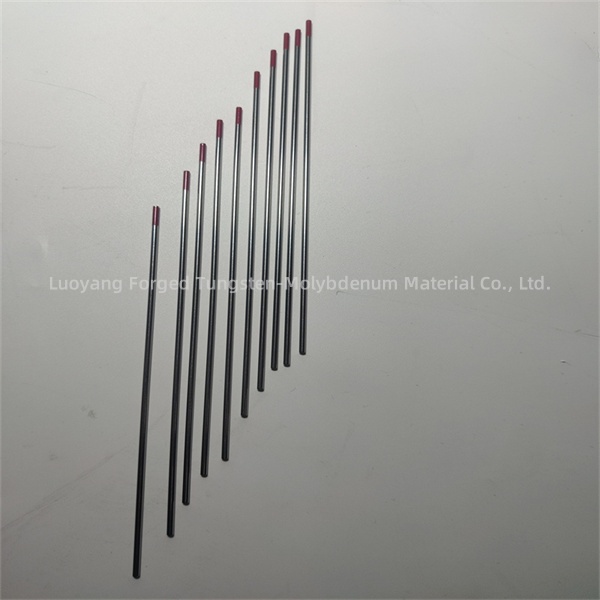


WT20 トリウムタングステン電極は、純粋なタングステン電極や他の酸化物添加電極と比較して優れた総合的な溶接性能を備え、広く使用されている添加酸化物電極です。長期使用においては、他の酸化物電極では代替できません。トリウムタングステン電極は操作が簡単で、高電流負荷、容易なアーク開始、安定したアーク、大きなアークギャップ、低損失、長寿命、より高い再結晶温度、優れた導電性、優れた機械的切断性能を備えています。これらの特性により、トリウム タングステン電極は炭素鋼、ステンレス鋼、ニッケル合金、チタン金属の溶接に広く使用されており、高品質の溶接に推奨される材料となっています。
| 寸法 | あなたの要件として |
| 原産地 | 河南省洛陽 |
| ブランド名 | FGD |
| 応用 | 航空宇宙産業、石油化学産業 |
| 形 | 円筒形 |
| 材料 | 0.8%-4.2% 酸化トリウム |
| 電子工作機能 | 2.7ev |
| 融点 | 1600℃ |
| 学年 | WT20 |

| モデル | 直径 | 長さ | 成分 |
| WT20 | Ф1.0mm | 150mm/175mm | THO2 |
| WT20 | Ф1.6mm | 150mm/175mm | THO2 |
| WT20 | Ф2.0mm | 150mm/175mm | THO2 |
| WT20 | Ф2.4mm | 150mm/175mm | THO2 |
| WT20 | Ф3.0mm | 150mm/175mm | THO2 |
| WT20 | Ф3.2mm | 150mm/175mm | THO2 |
| WT20 | Ф4.0mm | 150mm/175mm | THO2 |
| WT20 | Ф5.0mm | 150mm/175mm | THO2 |
| WT20 | Ф6.0mm | 150mm/175mm | THO2 |
| WT20 | Ф8.0mm | 150mm/175mm | THO2 |
| WT20 | Ф10.0mm | 150mm/175mm | THO2 |
| 電極径(mm) | 直径公差(mm) | ポジティブコンタクト | 負極 | ac(a) |
| 0.50 | ±0.05 | 2~20 | / | 2~15 |
| 1.00 | ±0.05 | 10~75 | / | 15~70 |
| 1.60 | ±0.05 | 60~150 | 10~20 | 60~125 |
| 2.00 | ±0.05 | 100~200 | 15~25 | 85~160 |
| 2.50 | ±0.10 | 170~250 | 17~30 | 120~210 |
| 3.20 | ±0.10 | 225~330 | 20~35 | 150~250 |
| 4.00 | ±0.10 | 350~480 | 35~50 | 240~350 |
| 5.00 | ±0.10 | 500~675 | 50~70 | 330~460 |
| 6.00 | ±0.10 | 600~900 | 65~95 | 430~500 |
1. 当社の工場は河南省洛陽市にあります。洛陽はタングステンとモリブデン鉱山の生産地であるため、品質と価格の面で絶対的な優位性があります。
2. 当社には15年以上の経験を持つ技術者がおり、お客様のニーズに合わせた的確なソリューションと提案を提供します。
3. 当社の製品はすべて輸出前に厳格な品質検査を受けます。
4. 不良品が届いた場合は、返金についてご連絡ください。

1. 混合とプレス
2. 焼結
3. ロータリかしめ
4. 伸線
5.整列
6.スライス
7. バニシング
WT20 トリウムタングステン電極は、その優れた溶接性能により、さまざまな業界で広く使用されています。まず、航空宇宙産業で重要な役割を果たしており、さまざまな航空部品や機器の製造とメンテナンスに使用され、航空部品の高品質と信頼性が保証されています。第二に、ハードウェアアクセサリ業界では、トリウムタングステン電極もさまざまなハードウェア製品の製造と修理に不可欠な役割を果たし、耐久性と安全性を向上させます。また、船舶の構造強度や安全性を確保するために船舶の製造やメンテナンスに使用されるトリウムタングステン電極は、船舶の特殊分野も重要な応用分野です。






アークが開始されない、またはアーク開始後のアーク柱が弱い理由には、タングステン電極の不適切な選択、希土類酸化物のドーピングの低さ、または不均一な混合などが考えられます。解決策には、タングステン電極の正しいタイプと仕様を選択し、正しいドーピング量と希土類酸化物の均一な混合を確保することが含まれます。
これは、タングステン電極の先端の割れや気泡が原因である可能性があります。これは通常、製品の鍛造および絞り加工の際の温度と速度の不一致によって引き起こされます。この解決策には、回転鍛造および絞り加工の温度と速度の制御を改善することが含まれます。