الکترود تنگستن 2.4 میلیمتری WT20 میله 2 درصدی برای جوشکاری تیگ


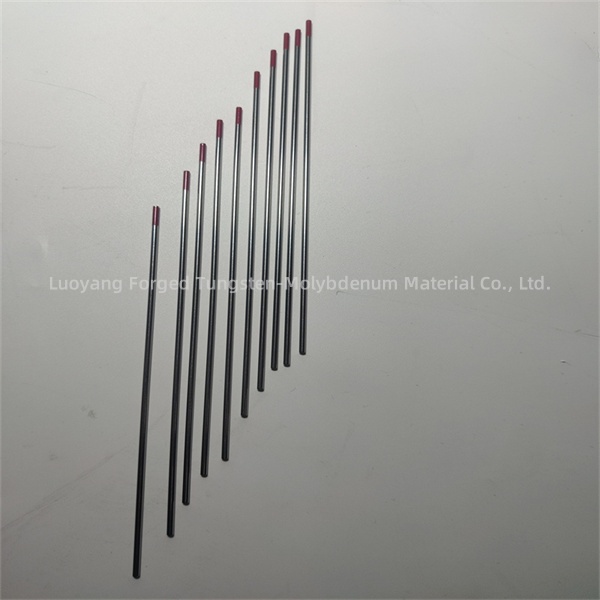


الکترود تنگستن توریم WT20 یک الکترود اکسید افزودنی پرکاربرد با عملکرد جوشکاری جامع برتر در مقایسه با الکترود تنگستن خالص و سایر الکترودهای افزودنی اکسید است. در طول استفاده طولانی مدت با سایر الکترودهای اکسید غیر قابل تعویض است. الکترود تنگستن توریوم کارکرد آسانی دارد، با بار جریان بالا، راه اندازی آسان قوس، قوس پایدار، شکاف قوس بزرگ، تلفات کم، عمر طولانی، دمای تبلور مجدد بالاتر، هدایت بهتر و عملکرد برش مکانیکی خوب. این ویژگیها باعث میشود که الکترودهای تنگستن توریم به طور گسترده در جوشکاری فولاد کربنی، فولاد ضد زنگ، آلیاژهای نیکل و فلزات تیتانیوم مورد استفاده قرار گیرند و به ماده ترجیحی برای جوشکاری با کیفیت بالا تبدیل شوند.
| ابعاد | به عنوان نیاز شما |
| محل مبدا | لویانگ، هنان |
| نام تجاری | FGD |
| برنامه | هوافضا، صنعت پتروشیمی |
| شکل | استوانه ای |
| مواد | 0.8٪ - 4.2٪ اکسید توریم |
| عملکرد کار الکترونیکی | 2.7ev |
| نقطه ذوب | 1600 ℃ |
| درجه | WT20 |

| مدل | قطر | طول | جزء |
| WT20 | Ф1.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф1.6 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф2.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф2.4 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф3.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф3.2 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф4.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф5.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф6.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф8.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| WT20 | Ф10.0 میلی متر | 150 میلی متر / 175 میلی متر | THO2 |
| قطر الکترود (میلی متر) | تحمل قطر (میلی متر) | تماس مثبت | الکترود منفی | ac(a) |
| 0.50 | 0.05 ± | 2 تا 20 | / | 2 تا 15 |
| 1.00 | 0.05 ± | 10 تا 75 | / | 15 تا 70 |
| 1.60 | 0.05 ± | 60 تا 150 | 10 تا 20 | 60 تا 125 |
| 2.00 | 0.05 ± | 100 تا 200 | 15 تا 25 | 85 تا 160 |
| 2.50 | 0.10 ± | 170 تا 250 | 17 تا 30 | 120 تا 210 |
| 3.20 | 0.10 ± | 225 تا 330 | 20 تا 35 | 150 تا 250 |
| 4.00 | 0.10 ± | 350 تا 480 | 35 تا 50 | 240 تا 350 |
| 5.00 | 0.10 ± | 500 تا 675 | 50 تا 70 | 330 تا 460 |
| 6.00 | 0.10 ± | 600 تا 900 | 65 تا 95 | 430 تا 500 |
1. کارخانه ما در شهر Luoyang، استان هنان واقع شده است. Luoyang یک منطقه تولید برای معادن تنگستن و مولیبدن است، بنابراین ما مزایای مطلق در کیفیت و قیمت داریم.
2. شرکت ما دارای پرسنل فنی با بیش از 15 سال تجربه است و ما راه حل ها و پیشنهادات هدفمند را برای نیازهای هر مشتری ارائه می دهیم.
3. همه محصولات ما قبل از صادرات تحت بازرسی کیفیت دقیق قرار می گیرند.
4. اگر کالای معیوب دریافت کردید، می توانید برای بازپرداخت با ما تماس بگیرید.

1. مخلوط کردن و فشار دادن
2. زینتر
3. نوسان چرخشی
4. کشیدن سیم
5. تراز کردن
6. برش دادن
7. سوزاندن
الکترود تنگستن توریم WT20 به دلیل عملکرد عالی جوشکاری آن به طور گسترده در صنایع مختلف استفاده می شود. اولاً، نقش مهمی در صنعت هوافضا ایفا می کند که برای ساخت و نگهداری اجزا و تجهیزات مختلف هوانوردی استفاده می شود و از کیفیت و قابلیت اطمینان بالای قطعات هوانوردی اطمینان حاصل می کند. ثانیاً، در صنعت لوازم جانبی سخت افزاری، الکترودهای تنگستن توریم نیز نقشی ضروری در ساخت و تعمیر محصولات سخت افزاری مختلف ایفا می کنند و دوام و ایمنی آنها را بهبود می بخشند. علاوه بر این، زمینه تخصصی کشتیها نیز یک منطقه کاربردی مهم برای الکترودهای تنگستن توریم است که در ساخت و نگهداری کشتیها استفاده میشود و استحکام ساختاری و ایمنی کشتیها را تضمین میکند.






دلایل شروع نشدن قوس یا ستون قوس ضعیف پس از شروع قوس ممکن است شامل انتخاب نامناسب الکترودهای تنگستن، دوپینگ کم اکسیدهای خاکی کمیاب یا اختلاط ناهموار باشد. راه حل شامل انتخاب نوع و مشخصات صحیح الکترود تنگستن، اطمینان از مقدار دوپینگ صحیح و اختلاط یکنواخت اکسیدهای خاکی کمیاب است.
ممکن است به دلیل شکافتن یا حباب در نوک الکترود تنگستن باشد که معمولاً به دلیل عدم تطابق دما و سرعت در طول فرآیند آهنگری و کشش محصول ایجاد می شود. راه حل شامل بهبود کنترل دما و سرعت فرآیند آهنگری و کشش چرخشی است.