
WT20 2,4mm wolframová elektroda 2% thoriovaná tyč pro tig svařování


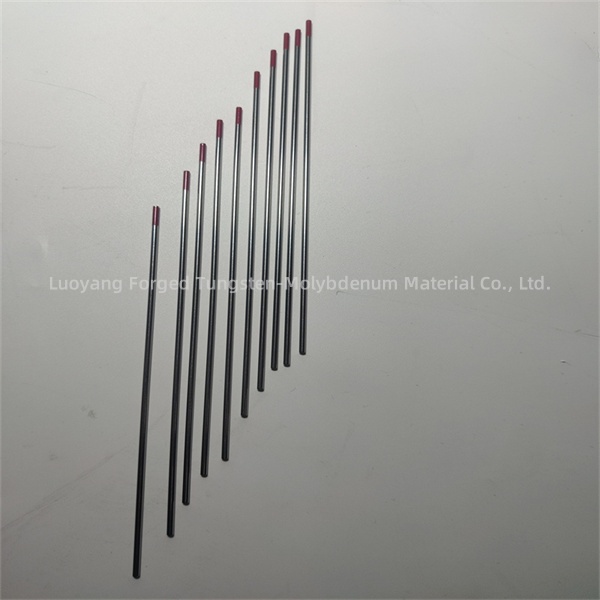


WT20 thoriová wolframová elektroda je široce používaná aditivní oxidová elektroda s vynikajícím komplexním svařovacím výkonem ve srovnání s čistou wolframovou elektrodou a jinými oxidovými aditivními elektrodami. Při dlouhodobém používání je nenahraditelný jinými oxidovými elektrodami. Thoriová wolframová elektroda se snadno ovládá, s vysokým proudovým zatížením, snadnou iniciací oblouku, stabilním obloukem, velkou obloukovou mezerou, nízkou ztrátou, dlouhou životností, vyšší teplotou rekrystalizace, lepší vodivostí a dobrým mechanickým řezným výkonem. Díky těmto vlastnostem jsou thoriové wolframové elektrody široce používány při svařování uhlíkové oceli, nerezové oceli, slitin niklu a titanových kovů a stávají se preferovaným materiálem pro vysoce kvalitní svařování.
| Rozměry | Jako váš požadavek |
| Místo původu | Luoyang, Henan |
| Název značky | FGD |
| Aplikace | Aerospacer, petrochemický průmysl |
| Tvar | Válcový |
| Materiál | 0,8 %-4,2 % oxidu thoria |
| elektronická pracovní funkce | 2,7ev |
| bod tání | 1600 ℃ |
| Stupeň | WT20 |

| Model | Průměr | Délka | komponent |
| WT20 | Ф1,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф1,6 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф2,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф2,4 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф3,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф3,2 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф4,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф5,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф6,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф8,0 mm | 150 mm\ 175 mm | THO2 |
| WT20 | Ф10,0 mm | 150 mm\ 175 mm | THO2 |
| průměr elektrody (mm) | tolerance průměru (mm) | pozitivní kontakt | záporná elektroda | ac(a) |
| 0,50 | ±0,05 | 2–20 | / | 2–15 |
| 1,00 | ±0,05 | 10-75 | / | 15-70 |
| 1,60 | ±0,05 | 60-150 | 10-20 | 60-125 |
| 2,00 | ±0,05 | 100–200 | 15–25 | 85-160 |
| 2,50 | ±0,10 | 170-250 | 17-30 | 120-210 |
| 3.20 | ±0,10 | 225-330 | 20-35 | 150-250 |
| 4,00 | ±0,10 | 350-480 | 35-50 | 240-350 |
| 5,00 | ±0,10 | 500–675 | 50-70 | 330-460 |
| 6:00 | ±0,10 | 600-900 | 65-95 | 430–500 |
1. Naše továrna se nachází ve městě Luoyang v provincii Henan. Luoyang je výrobní oblastí pro wolframové a molybdenové doly, takže máme absolutní výhody v kvalitě a ceně;
2. Naše společnost má technický personál s více než 15letými zkušenostmi a poskytujeme cílená řešení a návrhy pro potřeby každého zákazníka.
3. Všechny naše produkty procházejí před exportem přísnou kontrolou kvality.
4. Pokud obdržíte vadné zboží, můžete nás kontaktovat pro vrácení peněz.

1. Míchání a lisování
2. Sintr
3. Rotační pěchování
4. Tažení drátu
5.Zarovnejte
6. Krájení
7. Leštění
WT20 thoriová wolframová elektroda je široce používána v mnoha průmyslových odvětvích díky svému vynikajícímu svařovacímu výkonu. Za prvé, hraje důležitou roli v leteckém průmyslu, používá se k výrobě a údržbě různých leteckých součástí a zařízení a zajišťuje vysokou kvalitu a spolehlivost leteckých součástí. Za druhé, v průmyslu hardwarového příslušenství hrají thoriové wolframové elektrody také nepostradatelnou roli při výrobě a opravách různých hardwarových produktů, zlepšují jejich životnost a bezpečnost. Kromě toho je specializovaná oblast pro lodě také důležitou aplikační oblastí pro thoriové wolframové elektrody, které se používají při výrobě a údržbě lodí, zajišťujících konstrukční pevnost a bezpečnost lodí.






Důvody pro nespuštění oblouku nebo slabý sloupec oblouku po spuštění oblouku mohou zahrnovat nesprávný výběr wolframových elektrod, nízké dopování oxidů vzácných zemin nebo nerovnoměrné míchání. Řešení zahrnuje výběr správného typu a specifikace wolframové elektrody, zajištění správného množství dopingu a rovnoměrné promíchání oxidů vzácných zemin.
Může to být způsobeno prasknutím nebo bublinami na špičce wolframové elektrody, což je obvykle způsobeno nesouladem teploty a rychlosti během procesu kování a tažení produktu. Řešení zahrnuje zlepšení regulace teploty a rychlosti rotačního kování a tažení.
Kategorie produktů
-

Rychlé dodání pro mletou slitinu molybdenu Tzm ...
-
18letá továrna na tantalovou trubici z tantalové trubice...
-

Cena po slevě Čistota 99,95%min Twisted Tun...
-

Nejlevnější cena 11palcový japonský standardní keramický...
-

Rozumná cena Čistota Molybdenová tyč
-
Nový příchod Čína Mo1 Molybdenová stuha Reflect...