
W1 puro 0.18 tungsten wire EDM alang sa pagputol
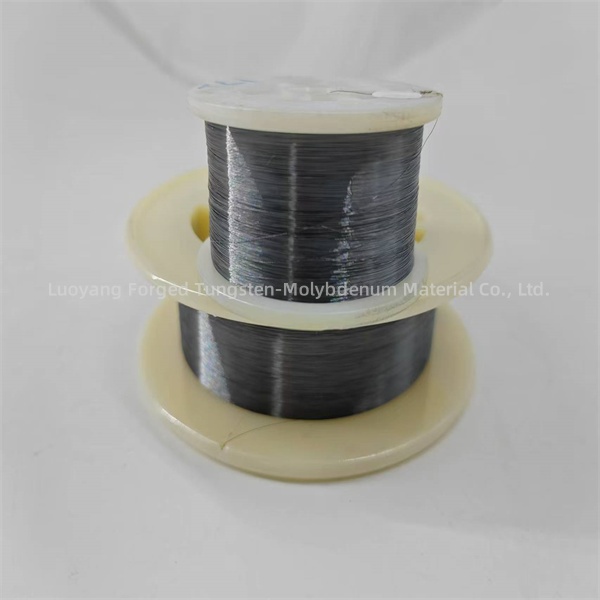




Oo, ang wire EDM (electrical discharge machining) mahimong gamiton sa pagputol sa tungsten. Ang Tungsten usa ka gahi, taas nga pagkatunaw nga materyal nga mahimong mahagit sa pagputol gamit ang tradisyonal nga mga pamaagi sa pagproseso. Bisan pa, ang mga wire EDM machine maayo alang sa pagputol sa tungsten tungod sa ilang katakus sa tukma nga pagputol sa mga komplikado nga porma sa gahi nga mga materyales.
Sa wire EDM, usa ka nipis nga conductive wire (kasagaran gama sa brass o tungsten) ang gigamit sa pagputol sa workpiece. Sa pagputol sa tungsten gamit ang wire EDM, importante nga tagdon ang mosunod nga mga butang:
1. Pagpili sa wire: Ang tungsten wire mahimong gamiton isip cutting wire sa wire-cut electric discharge machining aron maputol ang mga gahi nga materyales sama sa tungsten. Ang tungsten wire gipili alang sa taas nga tensile nga kusog ug pagbatok sa kainit ug abrasion.
2. Mga Setting sa Gahum: Ang imong EDM nga makina kinahanglan nga itakda sa angay nga mga setting sa kuryente aron maseguro ang epektibo nga pagtangtang sa materyal samtang nagpabilin ang integridad sa tungsten filament.
3. Pag-flush ug kuhaa ang mga tinumpag: Kung ang pagputol sa tungsten, ang husto nga pag-flush ug pagtangtang sa mga tinumpag sa workpiece hinungdanon sa pagpadayon sa katukma sa pagputol ug pagpugong sa pagkaguba sa wire.
4. Wire Tension ug Threading: Ang husto nga tensioning ug threading sa tungsten wire importante sa pagkab-ot sa tukma ug makanunayon nga mga resulta sa pagputol.
Kung ang pagputol sa tungsten gamit ang wire EDM machine, hinungdanon nga sundon ang labing kaayo nga mga gawi ug ikonsiderar ang piho nga mga kinaiya sa tungsten aron makab-ot ang labing kaayo nga mga resulta sa pagputol.

Ang gibag-on sa wire alang sa pagputol sa EDM (Electrical Discharge Machining) mahimong magkalainlain depende sa piho nga aplikasyon ug materyal nga giproseso. Sa kasagaran nga pagsulti, ang EDM wire diametro kasagaran 0.1 mm ngadto sa 0.3 mm (0.004 pulgada ngadto sa 0.012 pulgada). Bisan pa, ang mas baga o nipis nga wire mahimong magamit alang sa piho nga mga aplikasyon.
Alang sa bagis nga mga pagputol o mas paspas nga pagtangtang sa materyal, ang mas baga nga mga alambre (0.25 mm hangtod 0.3 mm) mahimong pilion. Ang mas baga nga wire makahimo sa pagdumala sa mas taas nga mga sulog ug mas maayo alang sa paspas nga pagtangtang sa materyal.
Alang sa maayong mga pagputol, komplikado nga mga porma, o mas hugot nga pagtugot, ang mas nipis nga mga alambre (0.1 mm hangtod 0.2 mm) kasagarang gigamit. Ang thinner wire nagtugot alang sa mas tukma ug detalyado nga mga pagputol, nga naghimo niini nga angay alang sa mga aplikasyon nga nagkinahanglan og taas nga katukma.
Kung nagpili sa gibag-on sa wire alang sa pagputol sa EDM, ang mga hinungdan sama sa materyal nga giproseso, ang gikinahanglan nga katulin sa pagputol ug ang gikinahanglan nga paghuman sa nawong kinahanglan nga tagdon. Dugang pa, ang mga piho nga kapabilidad sa makina sa EDM ug ang mga rekomendasyon sa tiggama kinahanglan nga tagdon kung mahibal-an ang angay nga gibag-on sa wire alang sa usa ka gihatag nga aplikasyon.

Wechat: 15138768150
WhatsApp: +86 15838517324
E-mail : jiajia@forgedmoly.com
Mga kategoriya sa produkto
-

Taas nga kusog nga molybdenum black nuts ug bolts
-

Ubos nga presyo alang sa Pag-eksport sa Sintered Molybdenum She...
-

Mainit nga Bag-ong mga Produkto Tzm Molybdenum Sheet Mo Plate
-
China wholesale Purong Seamless Tantalum Tube/pip...
-

puro Gr1 Gr2 Gr3 Gr5 Gr7 Gr12 titanium plate ti...
-
Dako nga diskwento Tzm Pinasinaw Molybdenum Sheet P...