
WT20 2,4 mm волфрамов електрод 2% торирана пръчка за Tig заваряване


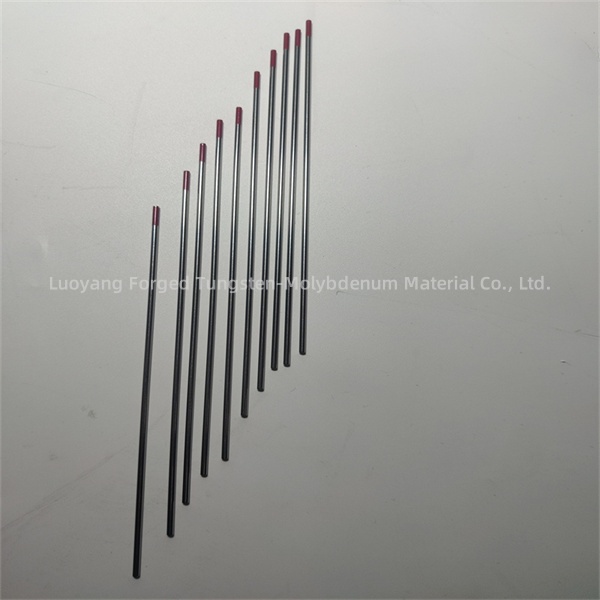


Ториевият волфрамов електрод WT20 е широко използван адитивен оксиден електрод с превъзходна всеобхватна заваръчна производителност в сравнение с чистия волфрамов електрод и други електроди с добавка на оксид. Незаменим е от други оксидни електроди при продължителна употреба. Ториевият волфрамов електрод е лесен за работа, с високо токово натоварване, лесно запалване на дъгата, стабилна дъга, голяма междина на дъгата, ниски загуби, дълъг експлоатационен живот, по-висока температура на рекристализация, по-добра проводимост и добро механично рязане. Тези характеристики правят ториевите волфрамови електроди широко използвани при заваряване на въглеродна стомана, неръждаема стомана, никелови сплави и титанови метали, превръщайки се в предпочитания материал за висококачествено заваряване.
| Размери | Като ваше изискване |
| Място на произход | Луоянг, Хенан |
| Име на марката | FGD |
| Приложение | Аерокосмическа, нефтохимическа промишленост |
| Форма | Цилиндрична |
| Материал | 0,8%-4,2% ториев оксид |
| електронна работна функция | 2,7 ев |
| точка на топене | 1600 ℃ |
| Степен | WT20 |

| Модел | Диаметър | Дължина | компонент |
| WT20 | Ф1.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф1.6мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф2.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф2.4мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф3.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф3.2мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф4.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф5.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф6.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф8.0мм | 150 мм \ 175 мм | THO2 |
| WT20 | Ф10.0мм | 150 мм \ 175 мм | THO2 |
| диаметър на електрода (mm) | толеранс на диаметъра (mm) | положителен контакт | отрицателен електрод | ac(a) |
| 0,50 | ±0,05 | 2~20 | / | 2~15 |
| 1,00 | ±0,05 | 10~75 | / | 15~70 |
| 1.60 | ±0,05 | 60~150 | 10~20 | 60~125 |
| 2.00 | ±0,05 | 100 ~ 200 | 15~25 | 85~160 |
| 2.50 | ±0,10 | 170~250 | 17~30 | 120~210 |
| 3.20 | ±0,10 | 225~330 | 20~35 | 150~250 |
| 4.00 | ±0,10 | 350~480 | 35~50 | 240~350 |
| 5.00 | ±0,10 | 500~675 | 50~70 | 330~460 |
| 6.00 | ±0,10 | 600~900 | 65~95 | 430~500 |
1. Нашата фабрика се намира в град Луоянг, провинция Хенан. Luoyang е производствена зона за волфрамови и молибденови мини, така че имаме абсолютни предимства в качеството и цената;
2. Нашата компания разполага с технически персонал с над 15 години опит и ние предоставяме целеви решения и предложения за нуждите на всеки клиент.
3. Всички наши продукти се подлагат на строга проверка на качеството, преди да бъдат изнесени.
4. Ако получите дефектни стоки, можете да се свържете с нас за възстановяване на сумата.

1. Смесване и пресоване
2. Синтер
3. Ротационно пресоване
4. Изтегляне на тел
5. Подравнете
6.Нарязване
7. Полиране
Ториев волфрамов електрод WT20 се използва широко в множество индустрии поради отличната си заваръчна производителност. Първо, той играе важна роля в космическата индустрия, използва се за производство и поддръжка на различни авиационни компоненти и оборудване, осигурявайки високо качество и надеждност на авиационни компоненти. Второ, в производството на хардуерни аксесоари ториевите волфрамови електроди също играят незаменима роля в производството и ремонта на различни хардуерни продукти, като подобряват тяхната издръжливост и безопасност. В допълнение, специализираната област за кораби също е важна област на приложение за ториеви волфрамови електроди, които се използват в производството и поддръжката на кораби, осигурявайки здравината на конструкцията и безопасността на корабите.






Причините да не стартирате дъгата или слабия стълб на дъгата след стартиране на дъгата може да включват неправилен избор на волфрамови електроди, слабо допиране на редкоземни оксиди или неравномерно смесване. Решението включва избор на правилния тип и спецификация на волфрамов електрод, осигуряване на правилното количество допинг и равномерно смесване на редкоземни оксиди.
Това може да се дължи на разцепване или мехурчета на върха на волфрамовия електрод, което обикновено се причинява от несъответствие на температурата и скоростта по време на процеса на коване и изтегляне на продукта. Решението включва подобряване на контрола на температурата и скоростта на процеса на ротационно коване и изтегляне.
Категории продукти
-

Бърза доставка за смляна молибденова сплав Tzm ...
-
18 години фабрична танталова тръба от танталова поли...
-

Цена с отстъпка Чистота 99,95% мин. Twisted Tun...
-

Най-евтина цена 11 инча японски стандарт керамика...
-

Молибденов прът с чистота на разумна цена
-
Ново пристигане Китай Mo1 молибденова лента отразява...